Catalytic Ceramic Filter
Ceramic filters are such efficient filter products that even micro fine particles generated in carbon black production and from diesel fired power plants are captured by the super efficient HEPA rated filter medium. Carbon black is notoriously difficult to filter but ceramic filters not only easily capture these fine and sticky particles but also deliver a stable pressure drop and a long life filter. Diesel fuelled engines too can generate fine and sticky soot particles but again they are easily captured at the surface of the filter giving reliability and a steady performance. There are also options to control and reduce emissions of SOx and NOx by adding appropriate chemicals and sorbents.
Recovery of heat energy is now the focus of many energy intensive industries such as glass and cement and fibrous ceramic filters offer a real opportunity to maximize the benefits of heat recovery. The filters reduce the particle loading of the gas to such low levels that heat exchange or boiler tubes are not fouled by fugitive dust and therefore high quality heat energy can be recovered.
Processes such as waste to energy or biomass energy plants can utilize the high temperature filtration properties of fibrous ceramic filters to give syngas and combustion gases or fuel that is completely free of fine dust. Fine dust would otherwise foul sensitive combustion equipment heat recovery systems and boilers. Gasification of biomass is an ideal application for fibrous ceramic filters.
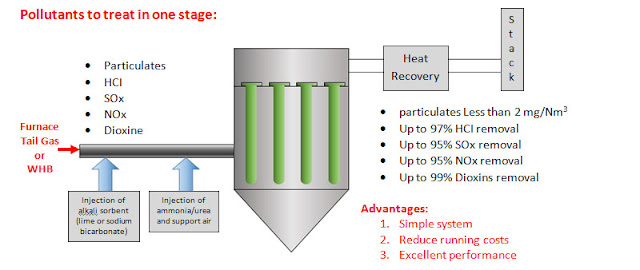
The glass and cement industries produce hot gases with dust SOx and NOx pollutants. Catalytic Ceramic Filter with embedded catalyst and the use of sorbents can reduce the emissions of these pollutants to almost immeasurable levels and the cleaned gases can then be used for energy recovery.
Recovery of heat energy is now the focus of many energy intensive industries such as glass and cement and fibrous ceramic filters offer a real opportunity to maximize the benefits of heat recovery. The filters reduce the particle loading of the gas to such low levels that heat exchange or boiler tubes are not fouled by fugitive dust and therefore high quality heat energy can be recovered.
Processes such as waste to energy or biomass energy plants can utilize the high temperature filtration properties of fibrous ceramic filters to give syngas and combustion gases or fuel that is completely free of fine dust. Fine dust would otherwise foul sensitive combustion equipment heat recovery systems and boilers. Gasification of biomass is an ideal application for fibrous ceramic filters.
The glass and cement industries produce hot gases with dust SOx and NOx pollutants. Catalytic Ceramic Filter with embedded catalyst and the use of sorbents can reduce the emissions of these pollutants to almost immeasurable levels and the cleaned gases can then be used for energy recovery.

Ceramic Filter Tube Catalytic Ceramic Filter Tube
Ceramic Filter Features:
- Highly porous, one piece construction
- No weak points such as bag stitching seams
- High Efficiency particulate removal
- Chemically inert with HF only known hazard.
- Rigid and 3 meters long
- Compatible with standard bag filter design concept
- A surface dust layer provides high efficiency dust removal (Refer to the following diagram)
- Non-blinding due to the surface dust layer, which gives long product life over 5 years.
- High temperature capability up to 900oC with dust filter and up to 350oC with the catalyst
- Used with a sorbent can remove acid gases such as SOx and HCl
- Combined with a catalyst can remove pollutants such as NOx and dioxins
- NOx and dioxins are converted into harmless products, such as nitrogen and water
- Nano sized catalyst particles present highly active catalyst sites
- Catalyst life is extended more than 5 years

Comments
Post a Comment